
Making a Nolan Motorcycle Helmet
When CIMA International, the U.S. importer and service center for Nolan Helmets in the U.S.A., asked if I’d like a personal tour of the Nolan helmet factory while I was in Milano for the EICMA show, I naturally jumped at the chance.
In a past life, I worked in manufacturing and then as a manufacturing consultant, traveling all over the U.S. and helping manufacturers learn about and implement new technologies, processes and techniques.
I really enjoy visiting factories and seeing firsthand how products are made — it’s always amazing, awe-inspiring and fantastic.
Most people have not a clue about how everyday items are made and it’s also a real shame that young people don’t get an opportunity to learn what it takes to design, manufacture and sell products — and make a profit.
If they did, we’d surely have more interest in manufacturing as a career.
But even with all of my manufacturing experience and visits to literally hundreds of manufacturers all over the world, I had never been in a motorcycle helmet factory.
The closest I got was in 2008 when I visited MXL Industries, a company in Pennsylvania that makes face shields for Shoei and others. That visit was described in my article “How to Make a Motorcycle Helmet Visor“.
Nolan gave me complete access to every part of their manufacturing plant and processes and I am deeply grateful for the time and effort put forth by of all the Nolan staff and in their very gracious hosting of my visit.
We spent an entire day touring the polycarbonate and composite helmet manufacturing facilities and they answered all of my questions and allowed me to take many photos and lots of video.
Ivano Prudente, Nolan’s Area Sales Supervisor and Marco Mazza, Export Area Manager for Nolan, guided me through the two separate facilities in Brembate di Sopra, Italy, northwest of Bergamo and about 65 km from my hotel in Rho, outside of Milano.
The Nolan Group manufactures three brands of motorcycle helmets: X-Lite, Nolan and Grex. X-Lite is Nolan’s high-performance brand and all of the helmets are made from composite materials, while the Nolan and Grex helmets are made from polycarbonate.
I learned a lot about how both types of helmets are made and I also learned that one shell type isn’t necessarily better than the other — there are advantages and disadvantages to each.
Now while I had complete access to both the polycarbonate and composite helmet manufacturing facilities, I can only report on polycarbonate helmet manufacturing.
The composite helmet manufacturing process is a trade secret and Nolan has developed many special methods to manufacture these helmets.
However, I did see the entire composite helmet manufacturing process and all I can say is that about the only thing the two different helmet types have in common is the liner, the face shield and the EPS.
Otherwise, manufacturing polycarbonate and composite helmets is about as different as a Harley-Davidson Road Glide Custom is to an Aprilia RSV4R!
Nolan is also one of the only motorcycle helmet manufacturers that employs a vertically integrated manufacturing strategy. That is, almost every single part in a Nolan helmet is manufactured by Nolan at their facilities and not by a subcontractor.
Some helmet manufacturers buy the EPS liners, face shields and visors, the parts and even the helmet shell and padded liners from subcontractors, then simply assemble everything together, throw a logo on it and call it a day.
Nolan designs and manufactures all of their own EPS liners, helmet shells and even the small parts like the vents, screens and other plastic bits that hold the helmet together.
They even manufacture their own face shields, tinted visors and internally rotating sun visors, including the anti-fog and anti-scratch coatings, which are all done at the Nolan factory!
Ivano explained that this is done so that Nolan can keep close control over the manufacturing processes, the quality and production schedules, along with the ability to make immediate changes or incorporate improvements when necessary.
Since even Shoei apparently has their face shields made by a subcontractor (see my story on MXL Industries), this was quite surprising. So when Nolan says “Made in Italy”, they really mean it!
Part II: Safety Standard Testing
Nolan also took me through their testing lab, where all of the helmets are tested to worldwide safety standards applicable in the more than 70 different countries where Nolan helmets are sold.
I learned a lot about the differences between the U.S. DOT and the ECE safety standards and I also had access to Nolan’s internal quality control testing and procedures.
I ended up with so much information, including photos and video that I decided to split this report into two parts; the safety standards especially deserves its own discussion and I’d like our readers to join in and ask questions, because this is such an important topic.
So without further ado, let’s get started on the tour through the Nolan helmet factory. I have included a video also below that illustrates some of the procedures I’ll discuss here.
Step 1: Making the EPS Helmet Liner
My Nolan factory tour started at the EPS helmet liner production line. EPS, or expanded polystyrene, is the current protective layer of choice for motorcycle helmets for several reasons. Three of those reasons?
It’s cheap, it’s light and it works.
Amazingly, the material that keeps beer and body parts cold is also an excellent protective material for the human head. Of course, the EPS used in helmets is different from the white foamy-looking stuff used to chill your six-pack, but the principle is generally the same.
EPS is delivered in a big container filled with tiny little tube-shaped bits — the polystyrene The polystyrene is then “blown” or expanded at the manufacturing facility to become the EPS that protects our noggins.
EPS is manufactured in different densities and combined together in a helmet liner in the molding process.
One of the differences between “cheap” helmets and a quality helmet is that a quality EPS liner is specifically engineered and designed for each different head size.
So instead of using a generic EPS liner in every helmet, Nolan engineers the specific densities, thickness and liner shape based on the helmet type and size.
This means that each EPS liner must have its own mold that is designed on a CAD (Computer Aided Design) system and manufacturing via CAM (Computer Aided Manufacturing using computer-controlled machine tools).
The “blown” EPS must also be kept in a climate-controlled storage area until its molded into the correct shape.
Photos: EPS Helmet Liner Manufacturing
Here are some photos to illustrate the EPS liner manufacturing process. The photo below shows the raw, non-expanded polystyrene on the left (in Marco’s right hand) and the expanded polystyrene beads on the right (in his left hand):

The next photo shows one of the molds for an EPS liner, in this case, the Nolan N90 flip-up (review). Note the complex mold shape and also the many holes, or passages, to allow the heat, pressure and water to mold the liner. Each of these molds must be made for a specific helmet and a helmet liner size:

Here’s a photo showing five EPS helmet liner molding machines. The EPS is fed into the machines and is pressurized and molded in the press. Water is used to cool the mold and the liner. Each liner is embossed with the liner type, size and helmet it fits:

This is a sample EPS liner showing three different EPS densities used in different parts of the liner to help control the forces that are incurred in a crash. The white area illustrates the most obvious difference between a different density used in the top of the liner compared to the sides:

Next Step: Making a Polycarbonate Helmet Shell
Nolan makes helmets using both polycarbonate and composite helmet shells. There are some advantages and disadvantages to both and I’ll explain more about that (and have a very interesting video) in Part 2 of this report.
In general, a polycarbonate helmet shell will be heavier than a composite shell. But a polycarbonate shell can also take quite a beating, as you will see in the Part 2 video, while a composite shell is usually destroyed in a crash.
This doesn’t mean that you can damage a polycarbonate shell and then wear it again; on the contrary, the video will show what happens once the EPS absorbs the energy.
You don’t want to use a damaged helmet again and, like all protective equipment, a helmet is a one-time protective device. Once it works to protect you, hang it on the wall as a reminder and buy another.
There is no such thing as a multiple-accident motorcycle helmet!
The process for manufacturing a polycarbonate helmet shell is completely different than the process for making a composite shell. Both require technical expertise, manufacturing technology and a large capital investment, but the investment focus is different in each case.
Nolan makes their polycarbonate shells using General Electric Lexan EXL (.pdf product information sheet), which they say has better performance, especially for impact resistance and thermal resistance, than the commonly used ABS (Acrylonitrile Butadiene Styrene).
Nolan was one of the first helmet manufacturers to use Lexan, having started with the material in 1972, so they have a great deal of experience in polycarbonate helmet manufacturing.
The Lexan EXL also works nicely with Nolan’s use of the environmentally-conscious water-based paint and clear-coating preparations.
In fact, the entire Nolan factory and the methods, procedures and materials have been designed with the environment in mind.
The plant is virtually odor- and dust-free and employees don’t have to wear masks or other protective gear because the environment is very clean.
The Lexan arrives as tiny beads, shipped in big containers, much like the photos in the MXL Industries story. The Lexan is fed into the helmet shell molding machines, where it is melted and pumped into a helmet shell mold.
The shell mold consists of a highly polished metal mold of the helmet that is surrounded by several moving parts that have the same shape.
The melted Lexan is pumped under pressure into the small gap that is formed between the male and female mold parts when they come together in the molding machine. This can be seen in the video below.
The master for the shell mold is also designed and manufactured using CAD/CAM. Each mold must be custom made for each helmet design and shell size.
You can see in the photos below the complexity that is involved here; each mold has a specific life span and also a new mold must be developed every time a new helmet design is produced.
It takes about 60 seconds to mold each helmet shell and the molding machine automatically releases the outside of the shell mold and the operator removes the newly born polycarbonate shell.
Once the mold sprue is removed (there was only a tiny piece of it because the Nolan molding process is very accurate), the shell is staged for the next stop in the process: sanding and paint or decal preparation. This is illustrated in the video.
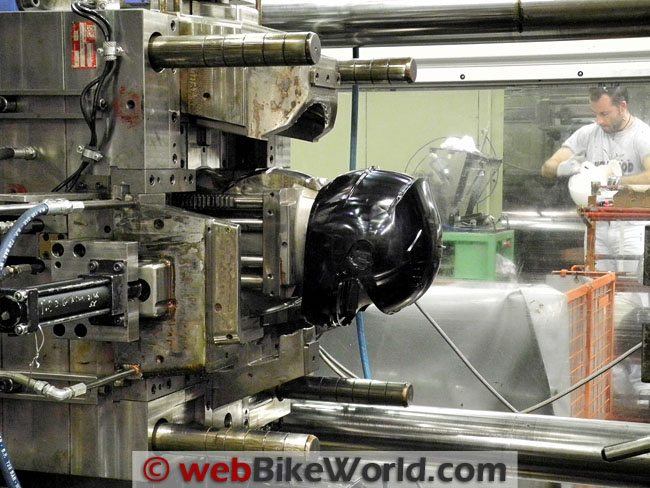
Photos: Polycarbonate Helmet Shell Molding
Here are the photos of the polycarbonate motorcycle helmet shell manufacturing process. See the video below also for a demonstration of how this works.
The photo below shows one of the helmet shell molding machines, with a close-up of a finished helmet shell sitting on the male part of the mold. The rest of the mold is open and can be seen above and to the sides of the shell.
Once the completed shell is removed by the operator, the hydraulic mold closes up, the melted Lexan is pumped in and pressure and heat creates another shell.
The next photo shows a single mold for a helmet shell with all the piping and fixtures necessary for the molding process. This is the mold assembly for the Nolan N90 flip-up. Each assembly weighs up to 4 tons.


Nolan is a vertically integrated company and they manufacture their own face shields in the factory. The Lexan beads are shown on the left.
The molding process for the helmet shells and the face shields is very similar, with only a different shape mold to make the visors.
Nolan also has its own anti-fog and anti-scratch treatment process at the factory. The photo on the right shows the final face shield inspection station:

Sanding, Paint Preparation, Decals and Painting
One of the advantages of a molded polycarbonate shell is that all of the vent openings, the eye port and various assembly holes needed for mounting the face shield and other parts are completed and finished as part of the molding process.
So once the shell is molded, it’s ready for painting without any drilling or other procedures.
The job of sanding a helmet shell is not pleasant, so Nolan uses robots for this task. The shells are sanded before painting to prepare a good surface that will allow the paint to adhere properly.
This is illustrated in the video.
Once the helmet shells are prepared, they either go directly into the automated paint booth or to the decal room. I never really knew how the amazing helmet graphics were applied, and now I know — as do you!
The decals are designed by artists on a computer and printed on a single sheet. The decal is removed from the backing just like the decals I used to put on model airplanes when I was a kid — they’re soaked in hot water until the decal comes off.
It takes a lot of skill to apply a decal to the very complex curved surface of a motorcycle helmet and, of course, the surface must be perfectly prepared. The decal must be carefully applied and all of the air bubbles removed or the entire helmet will be ruined after it is painted.
The video illustrates this process and I was amazed at the skill and dedication of the staff applying these beautiful designs to the Nolan helmets.
Once the helmets are painted and/or the decals are applied, they are sent through the automated clear coat booth, where the excellent Nolan “Hi-Brite” clear coat finish is applied.
We have commented on the Nolan finish several times in our reviews; the Hi-Brite finish has a very hard and protective feel and we wish all helmets used it. The surprising fact is that this is a water-based formula that was developed by Nolan with the paint supplier.
Once the helmets are painted and polished they’re ready for final assembly.
Photos: Sanding, Paint Preparation and Decals
Once the helmets are molded, they are staged and ready for sanding, painting or decals. Notice that all of the “holes” in the helmet are ready for vents and other parts; this is done in the molding process:

Nolan uses robots for some of the manufacturing procedures; this robot is sanding a helmet shell inside of a closed and contained room. This procedure is nicely illustrated in the video below.

Helmet shells then go to the decal shop to have the decals applied. The shop is climate controlled and is rather warm and humid to allow the best environment for the decals to stick to the helmet:

Here’s a top-of-the-line X-Lite X-802 Carlos Checa replica helmet. Part of the decal is still on the sheet in the water bath:

After the decals are applied, the helmets go through an automated paint booth to have the Nolan “Hi-Brite” clear coat finish applied:
 Final Assembly, Packing and Shipping
Final Assembly, Packing and Shipping
 Final Assembly, Packing and Shipping
Final Assembly, Packing and ShippingWe’re almost done on our tour of the Nolan helmet factory. Once the helmets are painted and the clear coat has been applied, they pass various stations to have the face shields, internal visors and other parts installed.
By the way, during each stage of the process, every helmet is inspected by the operator to ensure quality.
In the final assembly area, each helmet is inspected once again and the final parts are installed for the liner, chin guard and vent covers.
The protective decals are also installed and the helmet is wrapped, packed and put in a box with the manual and hang tags, ready for shipment to your dealer and eventually on to your head!
Photos: Sanding, Paint Preparation and Decals
Final assembly area; here a selection of white Nolan N-103 (review) flip-up helmets are being assembled and packed:

Final Thoughts
Just a few more photos below that I sneaked of the new Nolan helmets for 2011, which we look forward to reviewing as soon as possible.
I would like to say Grazie mille Nolan for providing me with this excellent tour of the helmet manufacturing facilities. I learned a lot about how a motorcycle helmet is made and I hope I have been able to convey that information to you.
If you have any questions about the process, please feel free to contact me and I will correspond with my Nolan contacts to answer your questions.
Here’s a photo of the Nolan helmet showroom, which features one of every Nolan, X-Lite and Grex helmet made by Nolan:

Here’s a sneak peek at the new X-Lite X-551 Adventure Touring helmet for 2011. We definitely want to get one of these for a review!

Here’s the new X-Lite X-402 GT on the left and the new Nolan N71 on he right. Both of these helmets have removable chin guards and are homologated as both full- and open-face helmets. They are European helmets only unfortunately.


Owner Comments and Feedback
See details on submitting comments.
From “A.H.” (11/10): “Great job on the article on the Nolan factory tour. I really enjoyed it, and I learned a good bit, too. I’m looking forward to part II.
I currently own a Nolan N84. It’s a fantastically designed helmet, and I enjoy wearing it very much. But it’s nearly time to get a new helmet, and I’ve been wondering what to get.
Because I trust your website so much; and because Nolan was so gracious and considerate to give you a full inside look inside their process, and then allow you to share almost everything – my next helmet will be a Nolan.
I can tell they care a lot about their customers based on how much effort they put into their products; but more-so, I now know how much they care about and respect the riding community by allowing “us” into their world through you.
If you’re still in contact with them please tell them we’re very appreciative of their openness with their customers.”

{kind=link}
Evidently, Nolan has a very good PR Dept. However, in the real world there are still quality problems with some Nolan helmets. My N104 Evo started to develop small chips almost immediately. At first, I thought I was not being careful enough. Now, the paint is simply flaking off. There is almost no bond between the paint and the polycarbonate. It was a beautiful helmet, but now looks like it has been used as a soccer ball.
The US importer is about as useful as tits on a boar hog. Nolan needs to look into this. They are getting a bad reputation among my friends.
Good day!
I am a student researching manufacturing motorcycle helmets. May I ask how long is the complete manufacturing of one product?
Thank you!